State-of-the-art presselinje til CLT
Med denne højfrekvenspresselinje fra Kallesoe Machinery får du markedets mest effektive anlæg til produktion af CLT-elementer.
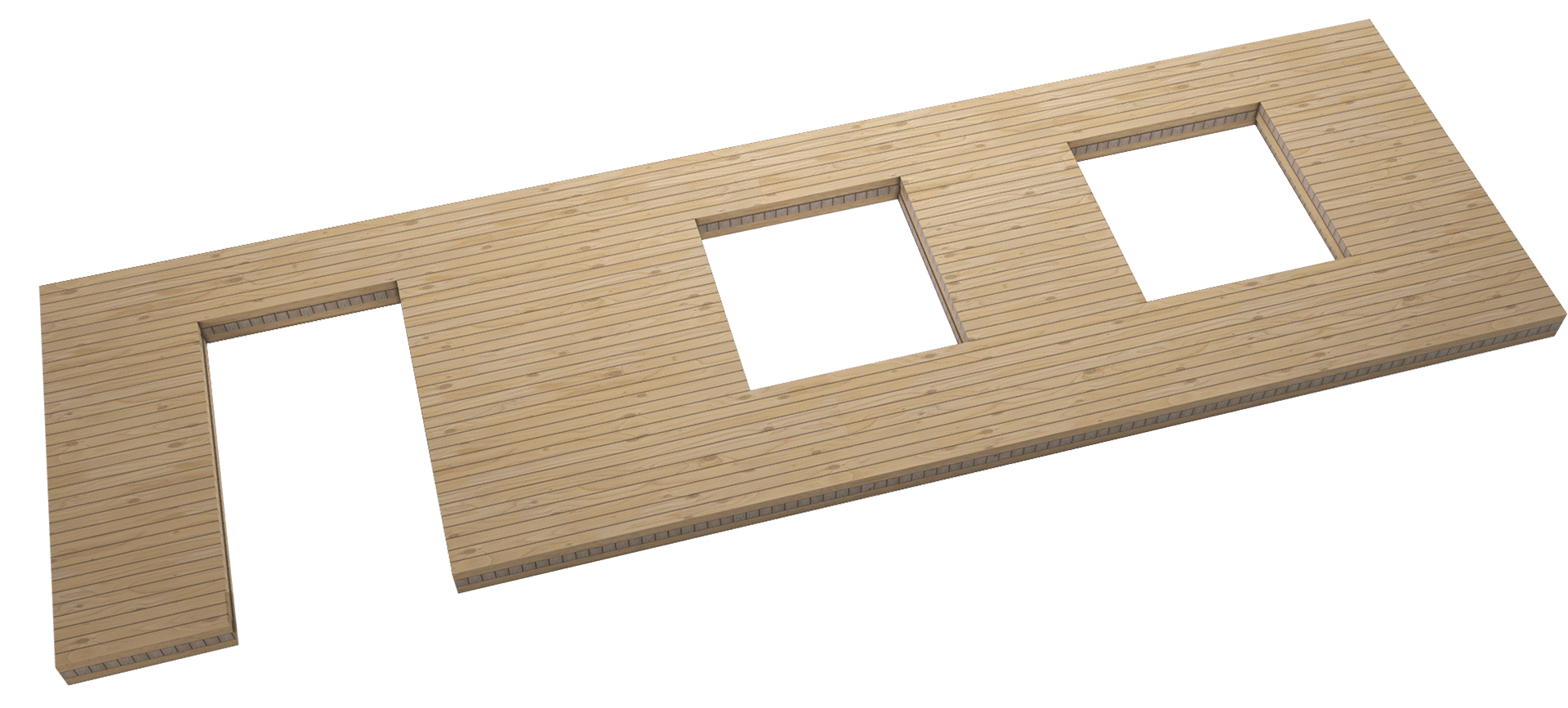
Pressen er en særdeles effektiv produktionsenhed med stor kapacitet og meget korte spændetider. For at holde omkostningerne nede er det muligt at udelade træ og lim på de steder i elementerne, hvor der senere skal være dør- og vinduesåbninger.
Det illustrerede CLT-anlæg kan presse op til 20 meter lange og 3,5 meter brede elementer, men højfrekvenspressen til CLT kan specialdesignes, så den passer netop til dine produkter og behov.
Læs mere om højfrekvensteknologien og fordelene ved at benytte højfrekvens.
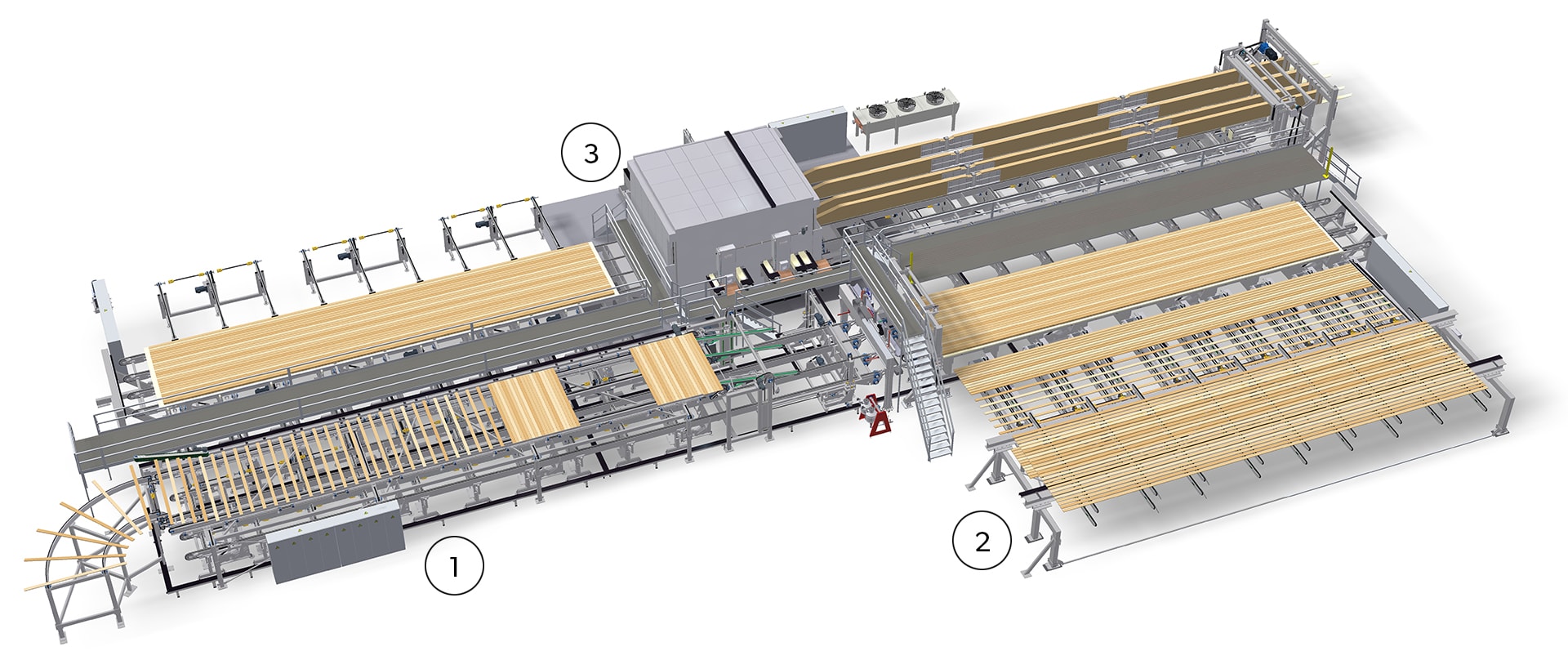
1

Før et CLT-element kan føres ind i pressen, skal det formes og lægges sammen til en blok. Dette sker ved, at der skiftevis lægges et lag længdelameller og et lag tværlameller op på en plastplade, som transporterer træet rundt under hele oplægge- og presseprocessen. Der bliver påført lim mellem hvert lag; derudover kan både længde- og tværlameller kantlimes, hvis dette ønskes.
Et CLT-element består af mindst tre lag, typisk af et lige antal længdelag med mellemliggende tværlag, men det er muligt at starte eller afslutte et element med tværgående lameller: Dette benyttes f.eks., hvis der ønskes vægelementer med lodretgående lameller.
2
På anlæggets oplæggelinje placeres tvær- og længdelagene på plastpladen.
Længdelamellerne ligger på lange arme, der føres ind over plastpladen. Idet armene trækkes tilbage, glider længdelamellerne ned på plastpladen/de allerede placerede lameller. Det nye lag rettes op, så det ligger korrekt.
Plastpladen transporteres nu ind under limpåføreren (gardinlimer) og videre ind under oplæggebanen for tværlameller. Når plastpladen kører retur, starter også oplæggebanen med samme hastighed, og tværlamellerne vil lægge sig oven på det allerede placerede længdelag. Denne proces med skiftevis længdelag, lim og tværlag gentages, indtil det ønskede antal lamellag er opnået.
3
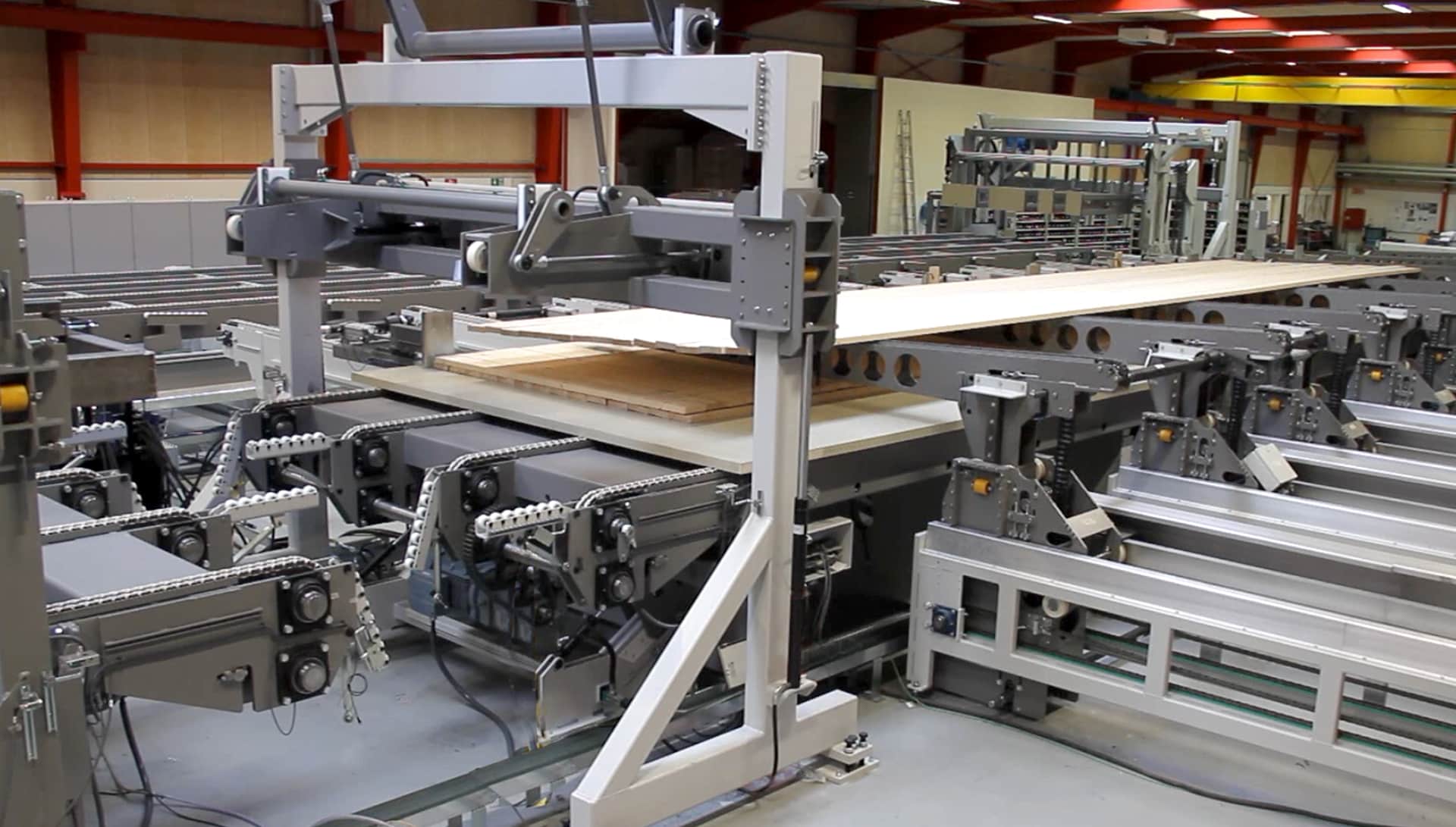
Når det klargjorte CLT-element er ført ind i pressen, skal lamellerne klemmes sammen. En skubbeenhed før pressen skubber tværlamellerne sammen, før pressens hydraulikcylindre overfører det nødvendige lamineringstryk fra top og side. Kraftige limtræsbjælker sænkes ned over den del af CLT-elementet, der rager ud af pressen og forhindrer på den måde, at tværlamellerne buer opad under pressecyklussen.
Når presseprocessen er færdig, skubbes det færdige element frem til videre bearbejdning. Den tomme plastplade er herefter klar til en ny oplægning.
Pressetiden afhænger af limtype, af lameltykkelsen og af antal lag i elementet.
Specifikationer
Denne presse har en presselængde på 4 m og pressebredde på 3,5 m, hvor der kontinuerligt kan presse op til 20 m lange elementer – men længden på CLT-elementet afhænger udelukkende af længden på ind- og udløbsbordet.
Minimum pressehøjde er 60 mm – for højden under 60 mm henviser vi til vores presselinjer for flerlagsplader.
Minimum og maksimum længde, bredde og højde på CLT-elementerne er som beskrevet nedenfor – men vi kan konstruere presselinjen, så den kommer til at passe netop til dine produkter og ønsker.
Længde: 4.000 – 20.000 mm
Bredde: 2.200 – 3.500 mm
Højde: 60 – 400 mm
Mere information
“En af grundene til, at vi valgte Kallesoe Machinery var, fordi de har været så nøjagtige i deres projektstyring, de udfører kvalitets- og præcisionsarbejde og deres evne til at levere et avanceret produkt er noget, vi har meget tillid til.”
“Kallesoe tog den nødvendige tid til at finde den rette løsning og tilpasse maskinerne til netop vores behov.”
”Vi har drevet forretning i 81 år. Kallesoe er langt den bedste og mest professionelle leverandør, vi nogensinde har handlet med. De er så lette at arbejde med, og de kender deres produkter og forretningsområde, det har været en fornøjelse! Det er vigtigt at gøre det ekstra for at sikre, at kunden er tilfreds – og det gør de på Kallesoe.”
Referencer i CLT-industrien